

合肥五軸機械手好處優點有哪些?
文(wén)章出處:本站 人氣:11281 發表時(shí)間:2022-06-06 06:43:16
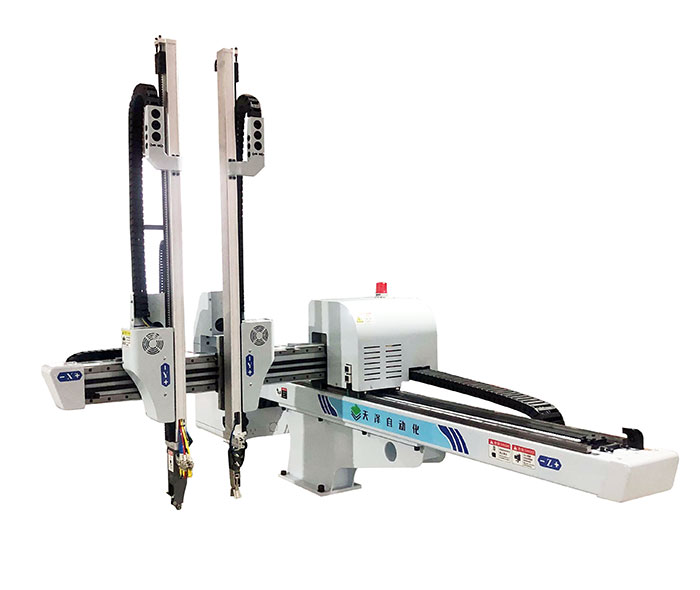
五軸機械(xiè)手操作簡單容易上手,能為罐瓶體紙筒等進行全圓周貼標,也可進行不滿全周或不滿(mǎn)全身的貼標,廣泛應用於食品飲料、農藥化工、油漆塗料、醫藥保(bǎo)健等行業的滅蚊蠅殺蟲劑、空氣清新劑、自噴(pēn)漆(qī)、膨(péng)脹(zhàng)膠、丁烷氣體、皮革上光劑等,對(duì)於五軸(zhóu)機械手的使用應該如(rú)何提高效率呢?下麵小編(biān)來帶大家了解下。
1、時刻關注模內五軸機械手的工作狀態。
五軸機械手的的過程中工作人員應定期(qī)檢查相關電(diàn)器元件(jiàn),保證機構運行順暢(chàng),粉料鬥與攪拌機間的連接(jiē)是否通暢,保(bǎo)證投料(liào)的順暢。
2、每日機器(qì)工(gōng)作後,首先斷開電源,擦試(shì)機器表麵、工(gōng)作台等部位。
3、設備需(xū)要確保使用配套的電源電壓,方可正常投入(rù)生產。
4、定期檢查所有螺栓聯接的緊固程度,如發現鬆(sōng)動應及時擰緊。
5、檢查底紙是否有損(sǔn)傷情況,要求(qiú)標簽供應商(shāng)控製模切深度,不能砍傷到底紙(zhǐ),並且(qiě)使用(yòng)格拉辛底紙。
6、檢查(chá)標簽(qiān)行(háng)進過程,是否(fǒu)有刮傷情況,如果(guǒ)有要調整機(jī)構(gòu)。
7、檢查貼標時候,不粘連到貼好標簽的產(chǎn)品,如果有需要控製出標長度。

五軸機械手(shǒu)是典型的機電一體化設備,可用於(yú)數控機床上工件加工,自動地(dì)為機(jī)床抓取工件,取代操作人員頻繁取料,實現工件加工自動化,節約勞動力,節約生產成本,提高工(gōng)作效率。在全自動化數(shù)控加工生產線中,零(líng)件的裝卸傳送環節一般利用(yòng)工業(yè)機器(qì)人機械手完成操作,但在各種場(chǎng)合中都采用(yòng)工業(yè)機器人不(bú)一定廣泛合適。針對具體的生產工藝,結合機床的實際(jì)結構,利用數控車(chē)床上下料機械可(kě)以實(shí)現更簡便更一體的零件裝卸傳(chuán)送操作。

每當五軸機械手的出(chū)現異常的(de)話我,豆奶APP下载安装就應該要對其進行檢查,在問題出現時就應該(gāi)要解決,否則對機器的(de)日後壽命(mìng)大(dà)大的降低。
1、五軸機械手比例線性差,開合(hé)模時間位置壓力流量調節不(bú)良,檢查參數中斜升斜降,調整參數中(zhōng)的斜升(shēng)斜(xié)降。
2、鎖(suǒ)模機(jī)鉸潤(rùn)滑不良,檢查哥林柱,二板滑腳,機鉸潤滑情況, 加大(dà)潤滑,增加打(dǎ)油次數。
3、模具(jù)鎖模力過大,檢查模具受力時鎖模(mó)力情況,視用戶產品情況減少(shǎo)鎖模力。檢查(chá)時間位置是否合適。
4、頭二板平行度偏差,檢查頭板二(èr)板平行度。調整二板,頭板平行誤差。
5、慢速轉快速(sù)開模(mó)設定(dìng)位置過小,速度過快。檢查慢速開模轉快速開模位置(zhì)是否恰當,慢速(sù)開模速(sù)度(dù)是否過快。加長慢速開模位置,降低五(wǔ)軸(zhóu)機械手慢速開模的速度。

你知道(dào)五軸機械手的關節(jiē)是靠什麽連接的?
不論是3軸還(hái)是(shì)6軸的五(wǔ)軸機械手,采用的(de)都是交流伺服電機,並(bìng)且都是帶刹車的。
編碼器一般都是絕對值的。不是絕對值的電機,每次(cì)停機後存在一個回零的(de)問題。
五軸機械手都要用(yòng)到減(jiǎn)速器
早期進口的ABB的五軸機械手大都用他們自己製造的齒輪機(jī)構減速。
6軸工業機器人的1、2、3軸(zhóu)用的都是RV減速機,屬於擺線針輪(lún)結構。4、5、6軸一般采用諧波減速機。由於(yú)軸承是特製的,這種擺線針輪(lún)的RV減速機軸向尺寸很短。國內用的比較多的是日(rì)本人帝人公司的(de)這種(zhǒng)減速機。軸向尺(chǐ)寸比較短(duǎn)的伺服電機有日本的發那(nà)科,國內廣州(zhōu)數控也有專門為他(tā)們自(zì)己公(gōng)司工業機器人配套的(de)伺服電(diàn)機,較他們傳統的伺服電機軸向尺寸短很多。
五軸(zhóu)機(jī)械手的日常維護保養(yǎng)。
1、各(gè)部位螺絲,銜接緊固件有無鬆(sōng)脫
由於長期持續作業,各部位螺絲、銜接緊固件的鬆脫是導致五軸機(jī)械手和成型機模具(jù)破損的(de)原因。
a.臂上升/下降,引(yǐn)入/引退,橫行及(jí)旋出、旋入等固定(dìng)部(bù)位(wèi)的螺(luó)絲,螺母是否鬆脫
b.上下行(háng)程及引入行程調整用的擋板,防(fáng)落器托架的固定螺絲是(shì)否鬆(sōng)脫。
c.機體單元和控製(zhì)箱間的機箱內的端子是否鬆脫.(誤動作原因)
2、氣壓回路與各部位(wèi)銜接(jiē)線的查看
a.氣管的扭折損害會影響氣壓的恰當流量.
b.對進氣過濾器內的積水及油汙(wū)進行清洗.
c.各氣管接頭或氣管有無漏氣現象.(形(xíng)成氣壓不足)
d.信號銜(xián)接線的損(sǔn)害會導致五軸機械(xiè)手發生誤動作或漏電現象.
3、五軸機械手動作(zuò)測驗及限位檢測(cè)信號的承認(rèn)查看
a.定時測驗五軸機械手配件及各動(dòng)作是否有反常現象。如:動作時異響
b.查看(kàn)五軸機械手信號及各限位檢測開關信號,在五軸機械手動作時,輸入,輸出的(de)檢測信號有無閃耀現象。
c.檢查各限(xiàn)位檢測開關是否有因五軸機械手長期(qī)作業而引起的方位移位改變,形成五軸機械手限位檢測信號的不良現象。
4、各導軌外表汙垢的(de)鏟除及各移動部份的定時給油
a.下行,前後和橫行用導軌外表上的黃油或廢物附著所形成的(de)汙垢進行定時清理。
b.對五軸機械手各移動部份及機械軸承,滑塊等部件進行定時給(gěi)油及加注黃油。




